Оси трамвайных вагонов. Технические условия
ГОСТ 6144-90
Группа Д55
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСИ ТРАМВАЙНЫХ ВАГОНОВ
Технические условия
Car axles of tram. Specifications
ОКП 09 4000
Срок действия с 01.07.91
до 01.07.96*
______________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11/12, 1994 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого машиностроения СССР
РАЗРАБОТЧИКИ
В.И.Кириллов, канд. техн. наук; А.М.Березовский, канд. техн. наук; А.И.Речкалов, канд. техн. наук; В.Я.Френкель; С.П.Павельев, канд. техн. наук; Е.В.Федякина; Н.В.Савицкая; Л.Ф.Коляда; Н.Н.Никулина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 27.06.90 N 1901
3. Срок проверки - 1995 г.
Периодичность проверки - 5 лет
4. Стандарт соответствует международному стандарту ИСО 1005/III-82* в части требований, предъявляемых к осям
________________
* Доступ к международным и зарубежным документам можно получить, перейдя по ссылке на сайт http://shop.cntd.ru. - Примечание изготовителя базы данных.
5. ВЗАМЕН ГОСТ 6144-82
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.051-81 | 3.6 |
ГОСТ 27.202-83 | 3.6 |
ГОСТ 2789-73 | 1.9 |
ГОСТ 6143-78 | 1.2, 4.1 |
ГОСТ 15150-69 | Вводная часть, 4.3 |
Настоящий стандарт распространяется на оси с подшипниками качения для пассажирских трамвайных вагонов в исполнении У по ГОСТ 15150, предназначенных для движения на линиях ширимой колеи 1524 и 1435 мм, соответствующих требованиям строительных норм и правил Госстроя СССР.
Требования, указанные в пп.1.1-1.10; 2.1; 2.2; 2.4; 2.6-2.9; 3.1; 3.2; 4.1; 4.2; 4.4; 5.1; 5.2, являются обязательными.
Настоящий стандарт не распространяется на ремонтируемые оси.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Оси должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
1.2. Оси должны быть изготовлены из заготовок по ГОСТ 6143.
1.3. Черновые оси должны быть изготовлены методами ковки, штамповки или винтовой прокатки.
1.4. Отклонения формы окончательно обработанных осей и расположения поверхностей должны соответствовать указанным в таблице.
Часть оси | Отклонения формы | Суммарное отклонение, мм, не более |
Места расположения подшипников | Радиальное биение поверхностей относительно оси центровых отверстий | 0,02 |
Овальность | 0,015 | |
Конусообразность | 0,015 | |
Посадочные поверхности под ступицы и шестерни | Радиальное биение поверхностей относительно оси центровых отверстий | 0,02 |
Овальность | 0,025 | |
Конусообразность | 0,04 | |
В зоне галтелей | Занижение диаметров в восьми местах с плавным переходом | 0,05 |
Примечание. Конусообразность подступичной части должна быть направлена большим диаметром к середине оси. | ||
1.5. Зазор между галтелью оси и шаблоном не должен быть более 0,4 мм.
1.6. Поверхность окончательно обработанной оси должна быть упрочнена накатыванием роликами по всем цилиндрическим поверхностям и галтелям в соответствии с требованиями нормативно-технической документации на накатывание осей.
1.7. На окончательно обработанной оси не допускаются: черновины, а также волосовины, расположенные на:
галтелях;
цилиндрической части оси на шейке в месте расположения буксового подшипника, если их общее количество более пяти или в любом поперечном сечении их более трех, или длина отдельных волосовин превышает 10 мм;
средней части, если в одном сечении их более трех или длина отдельной волосовины более 50 мм.
Волосовины длиной до 3 мм на всех частях оси, кроме галтелей, при нестрочечном и нескученном их расположении, не учитываются.
Примечания:
1. Расположение волосовин на поверхности оси по ее образующей считается строчечным. Волосовины, составляющие одну строчку и имеющие длину на шейке менее 10 мм, а на других частях оси менее 25 мм, принимают за одну волосовину длиной, равной общему отрезку прямой, на которой они расположены.
2. Расположение волосовин, при котором в любом месте их количество на площадке 50х50 мм превышает 5 шт., считают скученным. При этом волосовины длиной до 1 мм при нестрочечном их расположении не учитываются, а волосовины, составляющие одну строчку независимо от их длины, принимают за одну волосовину.
1.8. На средней части окончательно обработанной оси не допускаются забоины глубиной более 1 мм. Допускаются забоины менее 1 мм, если они не выводят ось за пределы допускаемых отклонений на размеры и если они плавно зачищены вдоль оси. Видимые невооруженным глазом продольные мелкие риски на подступичной части оси глубиной не более 0,03 мм должны быть плавно зачищены вдоль оси. Более глубокие риски не допускаются. Места зачистки должны быть проверены дефектоскопом.
1.9. Параметры шероховатости по ГОСТ 2789:
посадочных мест - ![]() 1,6 мм, торцов оси -
1,6 мм, торцов оси - ![]() 12,5 мм.
12,5 мм.
1.10. Схема расположения знаков маркировки и клейм на торце окончательно обработанной оси должна соответствовать указанной на черт.1.
Черт.1 - Знаки и клейма на торце оси
Знаки и клейма на торце оси
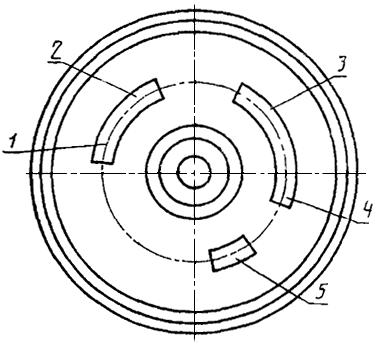
1 - условный номер предприятия-изготовителя черновой оси и две последние цифры года изготовления; 2 - условный номер предприятия-изготовителя оси; 3 - порядковый номер оси по системе нумерации предприятия-изготовителя; 4 - номер плавки; 5 - клеймо отдела технического контроля или государственной приемки (при наличии ее на предприятии)
Черт.1
1.11. Максимальная статическая нагрузка на ось не должна превышать 100 кН для всех типов осей.
1.12. Срок службы оси - 12 лет.
2. ПРИЕМКА
2.1. Изготовитель должен проводить приемосдаточные и периодические испытания осей для проверки соответствия требованиям настоящего стандарта.
2.2. Оси предъявляют к приемке партиями. Партия должна состоять из осей одной плавки.
2.3. При приемосдаточных испытаниях осей должна быть предъявлена ведомость (заявка) плавок по номерам и их химических анализов с указанием номеров осей и сертификата на заготовки осей.
2.4. При приемосдаточных испытаниях окончательно обработанные оси следует контролировать на соответствие требованиям пп.1.1, 1.4, 1.6, 1.7, 1.9.
2.5. По внешнему виду и размерам проверяют каждую окончательно обработанную ось.
На каждой оси должна быть проверена маркировка.
2.6. При контроле отклонений от круглости и профиля продольного сечения проверяют соответственно овальность и конусообразность. Радиальное биение поверхностей проверяют относительно оси центровочных отверстий на технологическом оборудовании у каждой оси не реже раза в месяц с каждого станка, выполняющего технологическую операцию (п.1.4).
2.7. Механические свойства окончательно обработанной оси определяют на одной оси от каждой партии. Результаты испытаний распространяют на всю партию. Проверка механических свойств черновых осей проводится у изготовителя.
2.8. При приемосдаточных испытаниях каждая окончательно обработанная ось должна быть подвергнута магнитному дефектоскопированию на отсутствие поверхностных дефектов.
2.9. Каждая ось должна быть подвергнута ультразвуковому контролю.
2.10. При периодических испытаниях раз в год или на одной из 200 окончательно обработанных осей проверяют качество накатывания роликами (п.1.6).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Все размеры длин осей измеряют продольными измерителями или универсальным инструментом с ценой деления 0,1 мм.
Диаметры посадочных частей осей измеряют инструментом с ценой деления 0,01 мм, а диаметры шеек под подшипники качения - с допустимой погрешностью ±0,005 мм.
3.2. Ультразвуковой контроль осей проводится в продольном направлении после подрезки торцов оси.
Ультразвуковым дефектоскопом выявляют внутренние дефекты металла и непрозвучивающиеся оси.
Непрозвучивающейся считается ось, у которой при сквозном ее прозвучивании на частоте 2,5 МГц и заданной чувствительности дефектоскопа не обнаруживается отражения ультразвуковых волн от противоположного торца оси.
Непрозвучивающиеся оси подвергают дополнительной термообработке с последующей проверкой ультразвуком.
Если после термической обработки ось прозвучивается, то она считается годной.
Термическая обработка оси в третий раз не допускается.
Ультразвуковую проверку проводят на предприятии, производящем термическую обработку.
По согласованию между изготовителями допускается ультразвуковую проверку осей проводить на предприятии, производящем механическую обработку.
3.3. Качество накатки оси и параметры шероховатости (пп.1.6 и 1.9) проверяют по нормативно-технической документации на накатывание осей.
3.4. Маркировку следует проверять визуально. Допускается исправлять маркировку на изделии в холодном состоянии, если можно установить номер плавки и номер оси. Оси с неясной маркировкой не допускаются.
3.5. Перенос знаков маркировки и клейм с необработанной поверхности на торец оси на предприятии, обрабатывающем ось, удостоверяется клеймом.
3.6. Выбор средств измерений с учетом допускаемых погрешностей измерений размеров осуществляют по ГОСТ 8.051 и ГОСТ 27.202.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Каждая партия осей должна сопровождаться документом, удостоверяющим ее соответствие требованиям настоящего стандарта и включающим:
наименование изготовителя;
номер заказа и дату;
номера плавок и осей;
химический состав стали и механические свойства по сертификату на осевую заготовку по ГОСТ 6143;
число осей;
результаты испытаний;
обозначение настоящего стандарта.
4.2. Окончательно обработанные оси должны быть предохранены от коррозии и ударов.
4.3. Условия транспортирования осей в части воздействия климатических факторов - по группе Ж1, хранение - по группе ОЖ3 по ГОСТ 15150.
Способы транспортирования должны обеспечивать защиту от механических повреждений.
4.4. Не допускается погрузка и разгрузка черновых и обработанных осей магнитным методом.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие осей требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
5.2. Гарантийный срок эксплуатации оси - 2 года со дня ввода в эксплуатацию.
В случае переформирования колесной пары гарантийные обязательства на оси прекращаются.